| Страница: 1 2 3 4 5 |
2.0 Распаковка и монтаж:
Упаковка ремонтной станции зависит от приобретенной модели, установленных опций и требований отгрузки/транспортировки. На приведенных рисунках показаны общие советы по распаковке системы.
 |
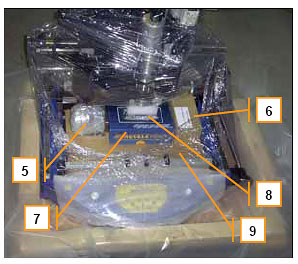 |
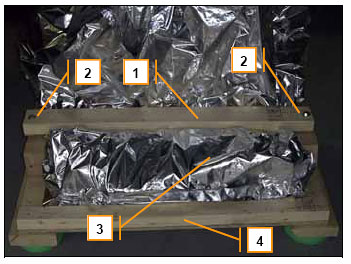
| Рисунок 21: Коробка снята | Рисунок 22: Крепления сняты |
Чтобы распаковать машину:
Снимите картон или коробку. Открутите два 5/16 болта (2) и снимите балку-крепление (1) с платформы (4). Снимите пленку или вакуумную упаковку (опция) (3). Достаньте набор насадок (5), коробку с аксессуарами (6), ЖК монитор (7) и / или опционное оборудование. Теперь, по крайней мере, два человека могут поднять машину с платформы. Станция без упаковки весит примерно 63,5 кг. Перенесите машину на устойчивую поверхность с надежной столешницей. Стол / тумба не должны"ходить"или прогибаться под весом системы. При необходимости подкрутите опорные ножки, чтобы машина ровно стояла на поверхности и не качалась. Уберите оставшуюся пленку или пену, но не пенопластовый блок (8) из-под головы. Поднимите голову, чтобы достать оставшийся пенопластовый блок.
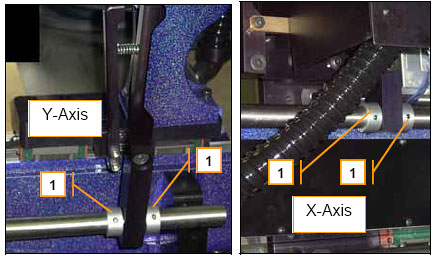 |
Рисунки 22 и 23: Блокировка осей Для блокировки движения деталей системы при транспортировке используются стопорные кольца (1). Открутите винты №№10-32 и отодвиньте кольца, чтобы они не мешали. |
Подсоединение подачи питания и воздуха /N2:
Подсоедините 1/4'' трубку для подачи воздуха или азота к задней панели. (См. рисунок 20 на странице 11) Подаваемый воздух/газ должен быть чистым, сухим, давление должно составлять 4,13 бар. Должна обеспечиваться бесперебойная подача минимум 140 л/мин (5 CFM) при давлении в5,5 бар (80 PSI). Плохая очистка или влажные трубопроводы подачи воздуха отрицательно скажутся на работе нагревателя и пневматической системы.
Подсоедините шнур питания в розетку с напряжением в 120 V переменного тока. Теперь можно включать машину. Машина начнет работу с процедуры самодиагностики, по ее завершении станция будет готова к работе. Дополнительную информацию вы найдете в разделах 4.0 Процедуры работы, 7.0 Инструкции по программированию (по работе с пользовательским интерфейсом или в разделе 8.0 Управляющее программное обеспечение термоанализа (Thermal Analysis and Control Software)
Упаковка ремонтной станции:
Повторите процедуру распаковки в обратном порядке. Уделите особое внимание фиксации подвижных деталей системы.
Примечание: В случае местной доставки или перестановки станции минимальная упаковка заключается в надежном креплении системы к платформе, причем необходимо заблокировать голову, передвижение частей машины по осям, закрыть нижний нагреватель и накрыть машину пленкой, как это показано на рисунке.
3.0 Краткий обзор работы
В этом разделе мы коротко рассмотрим процесс работы с SMT-компонентами на ремонтной станции FR-1418. Ваша работа, а, значит, и требования, могут значительно отличаться.
Обычно работа с применением этой станции состоит из трех фаз, которые в свою очередь состоят из нескольких этапов.
Фазы ремонта
I. Снятие компонента
II. Подготовка платы и компонента к монтажу
III. Монтаж компонента
Фаза ремонта I - Снятие компонента Этапы:
1. Закрепите плату, с которой надо снять компонент, в креплении. (Рисунок 7)
2. С помощью ручек настройки передвижения по осям X/Y/ Theta выровняйте насадку относительно компонента (Рисунки 8-12, 17, 18)
3. Отодвиньте блок призм и опустите голову к плате (Рисунок 13-15)
4. Нажмите кнопку <Start>, чтобы начать цикл нагрева RUN/REMOVE (Рисунок 3, Раздел 4.0, Раздел 7.0)
5. После завершения цикла нагрева появится вакуум. Настройте высоту, чтобы захватить компонент (Рисунок 14)
6. Поднимите голову нагрева (Рисунок 13-15)
7. Передвиньте ячейку для компонента /трафаретную рамку CPF под горячий компонент (Рисунок 19)
8. Опустите голову рядом с ячейкой для компонента, нажмите переключатель подачи вакуума VAC, чтобы сбросить компонент и продолжить цикл.
9. После завершения этапа охлаждения, цикл завершится.
10. Отодвиньте ячейку для компонента и поднимите голову нагрева. (Рисунок 19, 14)
Примечание: Дополнительную информацию об упомянутых составных частях машины в каждом этапе вы найдете в этом руководстве.
Фаза ремонта II - Подготовка платы и компонента к монтажу.
Существует множество вариантов, но они могут состоять из следующих этапов:
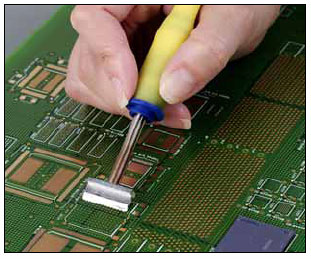
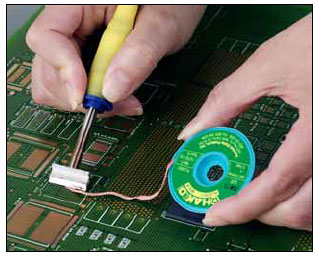
1. Удалите излишки припоя, выровняйте контактные площадки с помощью оплетки для отпайки и паяльника (Рисунок 24 и 25)
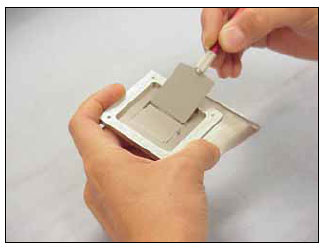
2. Через трафаретную рамку CPF нанесите на шариковые выводы BGA свежую паяльную пасту. (Рисунок 26) Примечание: Часто при работе с пластиковыми корпусами BGA с эвтектическими шариковыми выводами на плату вместо паяльной пасты наносится пастообразный флюс.
3. Установите трафаретную рамку CPF с BGA-компонентом в ячейку для компонента (Рисунок 19)
Фаза ремонта III – Монтаж компонента обычно состоит из следующих этапов:
1. Закрепите плату на станции (Рисунок 7)
2. Подняв голову, положите компонент в ячейку и передвиньте ее под насадку (Рисунок 13-15, 19)
3. Нажмите клавишу <Start>, чтобы начать рабочий цикл RUN/INSTALL. Включается вакуум. (Рисунок 3, Раздел 4.0, Раздел 7.0)
4. Опустите голову вниз, чтобы захватить компонент, а затем поднимите ее над ячейкой (Рисунок 15)
5. Отодвиньте ячейку и передвиньте блок призм под насадку с компонентом (Рисунок 19)
6. Используя видеоизображение и настраивая передвижения по осям X/Y/Theta, совместите выводы компонента с площадками на плате (Рисунок 8-12, 17, 18, 27, Раздел 4.0)
7. Отодвиньте блок призм, ОПУСТИТЕ голову к плате. (Рисунок 19, 13-15)
8. Настройте высоту так, чтобы компонент слегка касался платы (Рисунок 15)
9. Чтобы сбросить компонент и продолжить цикл, нажмите переключатель подачи вакуума VAC или педаль (Рисунок 3)
10. Настройте высоту насадки над компонентом так, чтобы она равнялась примерно 30 мм (Рисунок 15)
11. Цикл продолжится, будут выполнены этапы преднагрева (PH), выдержки (SK) и оплавления (RF). (Раздел 7.0)
12. Затем система перейдет к этапу охлаждения (CL), при котором воздух будет проходить через насадку головы нагрева, чтобы охладить паяные соединения. После этого цикл завершится. (Раздел 7.0)
13. После того, как плата достаточно остынет, выньте ее из крепления (Рисунок 7)
14. Затем при необходимости проведите проверку электрических параметров, видео контроль или инспекцию при помощи рентгена.
 |
 |
| Рисунок 24 Удаление излишков припоя |
Рисунок 25 Выравнивание площадок при помощи оплетки |
 |
 |
| Рисунок 26 Нанесение паяльной пасты на BGA |
Рисунок 27 Выравнивание компонента |
4.0 Процедуры работы
Примечание: Оператор, работающий и задействованный в программировании ремонтной станции FR-1418, должен хорошо знать функции системы, принципы управления станцией и процессы, описанные в Разделах 1.0, 3.0, 7.0 и 8.0 (если он есть) этого руководства. Внимательно изучите разделы 1.0, 3.0, 7.0 и 8.0 (если он есть) до начала работы и программирования.
Примечание: После ознакомления с каждой темой обращайтесь за дополнительной информацией к ссылкам в скобках.
Предупреждения общего характера:
1. Помните, что система предназначена для растопления паяных соединений на платах с очень плотным монтажом. Нагреватели очень мощные, температура может превышать 450° C (840° F). Поверхность нагревателя, плата, насадка и другие компоненты могут быть ОЧЕНЬ ГОРЯЧИМИ. Не обожгитесь, будьте особенно осторожны при смене насадок, выгрузке плат или компонентов или при работе по близости с головой нагрева.
2. Никогда не трогайте руками стеклянные части оптического блока.
3. Никогда не протирайте стеклянные части оптического блока тканными или бумажными салфетками. Используйте специальные салфетки для очистки оптики и стекол очков, чтобы не поцарапать поверхность стекла.
4. Никогда не трогайте неотполированные грани призм. Маслянистые вещества с ваших рук могут проникнуть через склеенный шов, что отрицательно скажется на качестве изображения.
5. Никогда не трогайте голыми руками галогеновые лампочки для освещения компонентов / платы или кварцевые лампы нагревателя. Маслянистые вещества с вашей кожи могут вызвать появление горячих участков на поверхности галогеновых / кварцевых ламп, что приведет к появлению трещин или повреждению покрытия.
6. При работе с электронными компонентами и платами соблюдайте антистатические правила.
7. Прежде чем проводить техническое обслуживание или ремонт всегда отключайте подачу в систему электричества и воздуха.
Чтобы привести станцию в действие:
1. Убедитесь, что подача воздуха / азота осуществляется правильно.
2. Поверните выключатель питания 1 в положение On (включить). (Рисунок 20)
3. На ЖК дисплее появятся сообщения о запуске системы. Дождитесь, когда появится надпись READY (ГОТОВО). (Рисунок 3 и Раздел 7.0)
4. Система перейдет в режим INSTALL/RUN или REMOVE/RUN, сохранятся последние используемые настройки. (Раздел 7.0)
Процедура снятия компонентов (Демонтаж):
1. Используя кнопки вызова меню MENU, загрузите нужные настройки (Рисунок 3 и Раздел 7.0)
2. Используя кнопки вызова меню MENU, выберете режим REMOVE/RUN или REMOVE/TCH. Если выбран режим REMOVE/TCH, то совместите кончик термопары TCH T/C с паяным соединением. (Рисунок 3, 6, и Раздел 7.0)
3. Установите в голову нагрева подходящую насадку (Рисунок 16)
4. Установите стандартную ячейку для компонента (Рисунок 19)
5. При помощи оптической системы выровняйте насадку относительно платы. (Рисунок 17, 18)
6. Опустите голову нагрева ВНИЗ в приблизительное положение, затем отрегулируйте высоту насадки над компонентом, который надо снять; высота должна составлять примерно 30 мм. Насадка НЕ должна касаться компонента. (Рисунок 13-15)
7. Нажмите клавишу <Start>, чтобы начать цикл нагрева. Затем согласно уже запрограммированным настройкам головы нагрева система выполнит этапы преднагрева (РН), выдержки (SK) и оплавления (RF). При работе в режиме REMOVE/RUN система будет работать с настройками нагревателя времени продолжительности этапа, указанными в пакете настроек. (Когда задано время цикла.) При работе в режиме REMOVE/TCH система будет нагреваться согласно настройкам нагрева до тех пор, пока не будет достигнута заданная температура (TGT). (Время цикла запрограммировано, и оно зависит от показаний термопар. Убедитесь, что термопара надежно соприкасается с паяным соединением; это нужно для того, чтобы показания температуры были точными.) Индикаторы столбцовой диаграммы будут загораться сверху вниз, показывая состояние процесса (Рисунок 3 и Раздел 7.0)
8. Когда время этапа оплавления (RF) истечет, включится вакуум, раздастся звуковой сигнал. Настройте высоту головы (Рисунок 15) так, чтобы вакуумный наконечник коснулся поверхности компонента и захватил его.
9. Приподнимите голову, по крайней мере, на 120 мм, а затем поднимите ее в примерное ВЕРХНЕЕ положение. (Рисунок 15)
10. Передвиньте ячейку под горячий компонент и опустите голову. (Рисунок 19)
11. Чтобы сбросить компонент с насадки, нажмите кнопку подачи вакуума VAC; начнется режим охлаждения (CL), по истечении заданного времени поднимите голову над ячейкой.
12. Цикл завершится, когда на счетчике цикла охлаждения (CL) появится запрограммированное значение.
Примечание: После того, как включится вакуум после завершения цикла оплавления (RF), у оператора будет 20 секунд, чтобы убрать компонент с платы и положить его в ячейку (см. выше пункты 8-11). Если в течение 20 секунд кнопка подачи вакуума VAC не будет нажата, то система прейдет в режим сообщения об ошибке, чтобы предотвратить перегрев платы.
Примечание: При работе в режиме REMOVE/TCH заданное время этапов автоматически обновляется по завершении цикла TCH.
Процедура установки компонента (монтаж):
1. Используя кнопки вызова меню MENU, загрузите нужные настройки (Рисунок 3 и Раздел 7.0)
2. Используя кнопки вызова меню MENU, выберете режим INSTALL/RUN или INSTALL/TCH. Если выбран режим INSTALL/TCH, то совместите кончик термопары TCH T/C с паяным соединением. (Рисунок 3, 6 и Раздел 7.0)
3. Установите в голову нагрева подходящую насадку (Рисунок 16)
4. Положите компонент в ячейку, либо в стандартную, либо в опционную трафаретную рамку CPF. При использовании трафаретной рамки CPF на некоторые компоненты можно нанести паяльную пасту или пастообразный флюс. Разверните компонент так, чтобы его полярность соответствовала параметрам установки на плату. (Рисунок 19, Раздел 3.0)
5. Подняв голову, передвиньте ячейку для компонента под насадку (Рисунок 19-13, 15)
6. Нажмите кнопку <Start>. Включается вакуум.
7. Опустите голову вниз, чтобы захватить компонент, а затем поднимите ее над ячейкой (Рисунок 15)
8. Используя оптическую систему, совместите выводы компонентов с контактными площадками на плате. (Рисунок 17, 18)
9. Опустите голову нагрева ВНИЗ в приблизительное положение, затем отрегулируйте высоту насадки, чтобы установить компонент на плату. Плавно установите компонент, не давите на него. Нажмите кнопку подачи вакуума VAC или педаль. Нагреватели включатся, и спустя некоторое время, необходимое для рассеивания вакуума, цикл продолжится, начиная с этапа преднагрева (РН). Немедленно настройте высоту насадки над компонентом так, чтобы она равнялась примерно 30 мм. Насадка НЕ должна касаться компонента. (Рисунок 13-15)
10. Затем согласно уже запрограммированным настройкам головы нагрева система выполнит этапы преднагрева (РН), выдержки (SK) и оплавления (RF). При работе в режиме INSTALL/RUN система будет работать согласно настройкам времени этапов. (Когда задано время цикла.) При работе в режиме INSTALL/TCH система будет нагреваться согласно настройкам нагрева до тех пор, пока не будет достигнута заданная температура (TGT). (Время цикла запрограммировано, и оно зависит от показаний термопар. Убедитесь, что термопара надежно соприкасается с паяным соединением; это нужно для того, чтобы показания температуры были точными.) Индикаторы столбцовой диаграммы будут загораться сверху вниз, показывая состояние процесса (Рисунок 3 и Раздел 7.0)
11. Последний этап с заданным временем - охлаждение (CL). После его завершения сначала слегка приподнимите голову нагрева, а затем поднимите ее полностью в вверх в примерное положение.
12. После того, как плата остынет, уберите ее.
Примечание: При работе в режиме INSTALL/TCH заданное время этапов автоматически обновляется по завершении цикла TCH. (Дополнительную информацию о настройках вы найдете в Разделе 7.0.)
5.0 Опции
Для проведения различных ремонтных работ предназначены различные насадки, вакуумные наконечники, аксессуары и установленные на заводе опции. Самую полую и свежую информацию вы узнаете у местного торгового представителя. Ниже кратко описаны некоторые главные опции ремонтной станции. В комплекте с некоторыми из этих опций могут идти некоторые дополнения к этому руководству.
Основные опции:
1. Нижний подогрев двух зон - это вторая инфракрасная зона подогрева размером 25,4 х 30,5 см (10 х 12 дюймов), которую можно включать или выключать при выполнении любого этапа работы при любых настройках. Общая площадь нагрева с установленной опцией составляет 30,5 см (12 дюймов ) по оси Y и 508 мм (20 дюймов) по оси Х. В настройках зона слева - это зона 1, а справа - зона 2.

Рисунок 28: Нижний подогрев двух зон (опция)
2. Управляющее программное обеспечение термоанализа (Thermal Analysis and Control Software) – это пакет управляющих программ для углубленного контроля температурного профиля; благодаря этому пакету программ ремонтная станция может управляться с настольного компьютера с процессором Pentium, который подсоединяется через разъем (Рисунок 20) на задней панели станции. Это ПО также позволяет создавать пакет настройки и хранить их на ПК. Поступающие с термопар данные могут формировать графики в режиме реального времени, сохраняться и анализироваться при помощи инструментов измерения скорости отслеживания графика, температуры плавления и т.д. Покупатель может приобрести только ПО и установить его на собственный ПК, или же ПО можно установить на ПК с платой захвата изображения для просмотра изображений, выводимых с камеры на 15 или 17 дюймовый монитор. (Эта опция еще доступна еще не для всех моделей.)
3. Автоматическая моторизованная ось Z – Эта опция доступна только в том случае, если установлена опция 2. Эта опция устанавливается на заводе. Голова нагрева передвигается при помощи моторизованного винта подачи, поэтому передвижение по оси Z осуществляется автоматически. Это автоматизирует процесс ремонта, причем можно создать настройки для процедуры захвата и установки компонентов и управлять ими с ПК. (Эта опция еще доступна еще не для всех моделей.)

Рисунок 29: Автоматическая моторизованная ось Z
6.0 Техническое обслуживание и устранение неполадок
Важно: Прежде чем проводить техническое обслуживание или ремонт всегда отключайте подачу в систему электричества и воздуха.
Техническое обслуживание:
Линейные опоры-рельсы
Линейные опоры-рельсы необходимо чистить раз в месяц обтирочной тканью, чтобы удалить загрязнения, пыль и мусор с рельс. Раз в три месяца смазывайте направляющие по осям X-Y и Z / линейные опоры-рельсы маслом для направляющих. На заводе мы используем масло для направляющих Mobil Vactra™ №2 (ISO 68).
Нижний нагреватель
ВАЖНО: НИКОГДА НЕ ПРИКАСАЙТЕСЬ К ЛАМПАМ НАГРЕВАТЕЛЯ ГОЛЫМИ РУКАМИ!
Пыль и мусор с нагревателя вытирайте по мере необходимости. Если внутри нижнего нагревателя скопилось много пыли и мусора, то снимите верхнюю крышку и защитную решетку коллиматора, пропылесосьте внутри и протрите отражатели и лампочки тканевой салфеткой, смоченной в изопропиловом спирте.
Призмы и зеркала
ВАЖНО: НИКОГДА НЕ ПРИКАСАЙТЕСЬ К ЗЕРКАЛАМ И ПРИЗМАМ ГОЛЫМИ РУКАМИ!
Естественные кожные жировые выделения могут сильно повредить поверхность или соединения. Призмы и зеркала необходимо протирать один раз в месяц мягкой тканевой салфеткой. Чтобы удалить сильные и трудно удаляющиеся загрязнения, смочите салфетку специальным средством для очистки линз (предпочтительно) или изопропиловым спиртом. Если используете спирт, то протрите поверхность еще раз, но уже сухой мягкой тканевой салфеткой, чтобы поверхность не осталась мутной. На заводе мы используем средство Bausch & Lomb Sight Savers® №8566.
ВАЖНО: НИКОГДА НЕ ОСТАВЛЯЙТЕ ВКЛЮЧЕННЫМ ОСВЕЩЕНИЕ КОМПОНЕНТА / ПЛАТЫ НА ДЛИТЕЛЬНЫЙ СРОК ИЛИ НА ТО ВРЕМЯ, КОГДА НЕ РАБОТАЕТЕ НА СТАНЦИИ!
Перегрев от галогеновых ламп может повредить соединения призм.
Калибровка видеосистемы
Видеосистему на машине необходимо проверять и / или калибровать раз в год. Для этого используйте набор инструментов калибровки, поставляемый с машиной. Процедура подробно описана ниже.
Винт подачи по оси Z (для систем с моторизованным подъемом по оси Z)
Необходимо смазывать раз в полгода. Вручную опустите голову нагрева вниз в исходное положение, затем отключите питание. Винт надо смазывать плотной смазкой, которая не будет течь при умеренных температурах, предпочтительнее использовать смазку на литиевой основе. На заводе мы используем StaPlex Premium E.P.. Включите питание, и верните ось Z в исходное положение.
Прочее
Машина всегда должна быть чистой, чтобы не накапливались остатки флюса или других веществ, предметы, которые могут отрицательно повлиять на работу системы и даже повредить ее.
Устранение технических неполадок:
Ниже приведены советы по устранению некоторых технических неполадок. Если вы не понимаете инструкции по устранению неполадок или если не можете определить, в чем заключается проблема, и как ее исправить, используя информацию, содержащуюся в этом руководстве, свяжитесь с квалифицированным техническим персоналом.
Таблица инструкций по устранению технических неполадок:
| Проблема | Возможная причина | Действие | Где найти материал |
|---|---|---|---|
| Слабый вакуум на наконечнике | Изношена или повреждена вакуумная присоска | Замените вакуумную присоску | Рисунок 29 |
| В вакуумной системе утечка | Найдите и устраните место утечки в вакуумной системе | Рисунок 29, 30 | |
| Недостаточная подача давления | Увеличьте подаваемое давление выше 4,13 бар (60 psi). Удостоверьтесь, что подаваемое давление соответствует требованием, проверьте трубопроводы подачи. | Рисунок 20 Раздел 2.0 | |
| Компонент не устанавливается точно, если сравнивать с видеоизображением | Неверная высота головы при выключении вакуума | Просмотрите Раздел 4.0, где описана правильная техника позиционирования головы. | Раздел 4.0 |
| Компонент прилипает к вакуумной присоске и затем падает на плату неточно | Почистите вакуумную присоску, смените вакуумную присоску на присоску другого размера или измените высоту головы при установке и сбросе компонента на плату. | Раздел 4.0 Рисунок 29 | |
| Неточная оптическая калибровка | Проверьте и / или проведите повторную калибровку согласно описанной ниже процедуре. | ||
| Нижний нагреватель не включается так, как задано программой | Перегорела кварцевая лампа | Проверьте лампы. Замените перегоревшие лампы | Рисунок 33, 34 |
| В результате короткого замыкания перегорел предохранитель | Найдите и устраните причину короткого замыкания, затем замените предохранитель. | ||
| Не работает подсветка компонента или платы | Перегорела галогеновая лампа | Проверьте лампы. Замените перегоревшие лампы | Рисунок 31, 32 |
| Вакуумный наконечник не центрируется в окне для вывода видеоизображения | Необходимо настроить остановку блока призм | Проверьте и / или настройте остановку блока призм так, как описано в процедуре калибровки оптики | Рисунок 35 |
| Необходимо настроить плоское зеркало | Проверьте и / или настройте плоское зеркало так, как описано в процедуре калибровки оптики | Рисунок 36 |
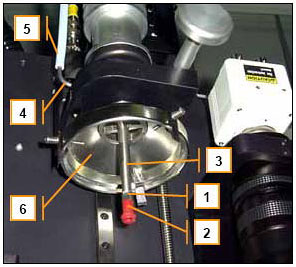 |
Рисунок 29: Система вакуумного захвата компонентов Сменные вакуумные наконечники (1), на которых могут быть силиконовые вакуумные присоски (2), вкручиваются в вакуумный штифт (3) нитями №10-32. Через трубку передачи вакуума (4) вакуум из силиконовой трубки (5) поступает в штифт, проходя через гнездо нагревателя (6). Генератор вакуума (2 на Рисунке 30) создает давление. Утечка в любом месте этой системы может привести к ослаблению вакуума на наконечнике. |
Общие технические характеристики и описание Hakko FR-1418
Ремонтные станции HAKKO. Каталог, цены.
| Страница: 1 2 3 4 5 |